Bamboo kraft paper has the advantages of hard and strong texture, good toughness, wear resistance, and not easy to tear and break, so it is often used for printing document bags, envelopes, product packaging, handbags, information bags, file bags, book covers, etc. However, the color, smoothness, flatness and double-adhesive paper white paper coated paper of kraft paper are much worse than the surface of the paper, and it is also rough. Some will appear upturned and undercut, hair loss, and powder removal. Therefore, kraft paper should pay attention to the following issues during the printing process:
1. Selection of paper. For kraft paper that needs to be printed, when choosing paper, try to choose smooth surface and good flatness. Compared with other kraft papers, domestic kraft paper of natural color, refined kraft paper, Lee & Man kraft paper above K series, and imported Russian Bratsk kraft paper have better surface smoothness and flatness. In addition, it is also necessary to judge the quality of kraft paper according to the customer's printing color requirements, what color to print, and how many colors to print.
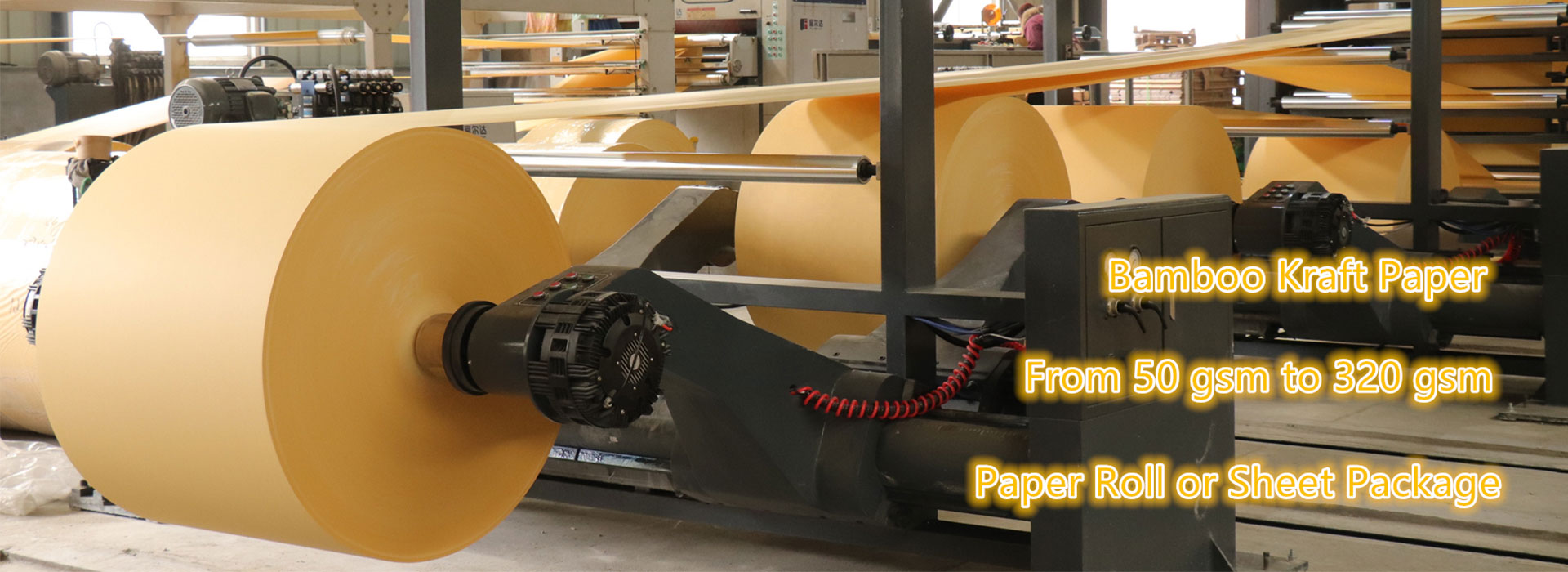
2. Selection of models. Kraft paper generally ranges from 60 gsm to 500 gsm, and it is best not to use small quarto or octavo offset printing machines for paper above 80/m2. Because the kraft paper above 80gsm is thicker, the suction nozzle often cannot absorb the paper when feeding the paper. In addition, due to the small format of the paper, it is easy to have double or multiple faults, or the paper is skewed on the paper feeding board. However, printing thick kraft paper above 80gsm with a split offset press or a full offset press will have a better effect.
3. Adjustment of printing system. Adjust the suction volume of the suction nozzle before printing on thick kraft paper, and at the same time adjust the electrical devices such as double-sheet control, skew control, and pre-shooting control properly to prevent the machine from being crushed by multiple kraft paper sheets. In addition, the paper separation nozzle and the paper feeding nozzle should use rubber rings with large diameter and thickness. In addition, when printing kraft paper, keep the center distance between the plate cylinder and the blanket cylinder unchanged, and only adjust the center distance between the impression cylinder and the blanket cylinder. When printing 250g/m2~450g/m2 kraft paper, the center distance can be enlarged by 0.2mm~0.4mm. The surface of kraft paper is rough and smooth, and the tightness of the paper is far less than that of coated paper and offset paper. Therefore, when printing kraft paper, the printing pressure must be increased accordingly.
4. Adjustment of printing color. Because ordinary kraft paper itself is dark brown, the effect of printing ink is very different from that of printing on bleached paper. Therefore, it is best to use brightly colored inks and use more eye-catching colors, so that the printing effect is better. Pastels and pastels are the most difficult to achieve desired effects such as ink density, opacity and abrasion resistance. In addition, if necessary, a little white can be added to the ink first, which will help to achieve the desired soft tone or light color, which is very useful for replicating soft colors and light colors. With the increasing maturity of printing technology, some manufacturers even use UV ink, which effectively improves the printing color effect. At present, almost all ink manufacturers have developed inks for primary color cardboard, and many ink manufacturers have also developed inks for printing on kraft paper. Therefore, before determining the best solution for the work, you should consult the ink manufacturer, choose different formula inks according to the printing needs of your factory, refer to the ink color spectrum provided by the ink manufacturer and the printing effect of the ink on different papers, and finally determine your best ink .
5. Post-press processing. Due to the special structure of kraft paper and good fiber characteristics, it is required to have better processing equipment such as die cutters and punching. Only in this way can the high quality of the final product be guaranteed. Due to the special structure of natural color kraft paper, its strength and predictable fiber characteristics, it has better processing performance such as embossing, die-cutting and die-engraving. However, for high-strength and tough primary-color fibers, kraft paper is required to pass through deep indentation lines to avoid rebound. In addition, the die cutting knife must be sharp. Due to the higher fiber strength of kraft paper, a narrower indentation is also required on the perforation line, and the notches required for perforation should be fewer and smaller.